新澤醸造店の酒造り
-
年齢や経歴に縛られない酒造り
当蔵の杜氏は、入社3年目に22歳で杜氏の役割を社長の新澤巖夫から引き継ぎました(当時全国最年少女性杜氏)。
ベテランの杜氏に酒造りを委ねるというスタイルではなく、蔵人それぞれが日々学び、お互いを刺激し合いながらより良いお酒を目指しています。
そのために、年齢・経歴・性別関係なく意見を言い合い、協力しながら酒造りを行います。杜氏…酒造りの製造責任者


-
世界最高の精米技術
当蔵では、世界最高精米である0.85%を実現する「ダイヤモンドロール精米機」を使用しています。
一般的な日本酒精米は70%前後と言われておりますが、究極を追求し続けた結果、1%未満精米をも実現する技術を手に入れることができました。
さらに、雑味の原因となる成分を効率的に除去し、旨味を残すことができる「扁平精米機」も導入。
より美味しいお酒づくりのために、蔵人の学びだけでなく、技術にも妥協しません。扁平精米…真吟精米ともいわれ、玄米の長さ・幅よりも厚さ方向を重視して削る精米方法です。この方法により、スッキリとした繊細な酒を醸すことができるようになりました。


-
日々の技術研鑽
当蔵は、今のお酒の品質に満足しておりません。
昨日より今日、今日より明日、少しでも美味しいお酒になるよう技術を磨いています。
お酒の味わいを見極めるには「舌(味覚)」が非常に大切です。
日々マッチング・サーキットなどの訓練を行うことにより、利き酒の能力向上に努めています。また、飲食店様のご協力のもと、お酒の銘柄を伏せた状態で出していただき、利き酒を行うこともあります。
日々研鑽を常としており、蔵人の利き酒能力は高く、自社・他社製品を問わず厳しく査定しています。マッチング…銘柄を当てる、5対5で一致するお酒を当てること
サーキット…約100種類ほどのお酒を速いペースで3周利き酒を行い再現性を見ること

-
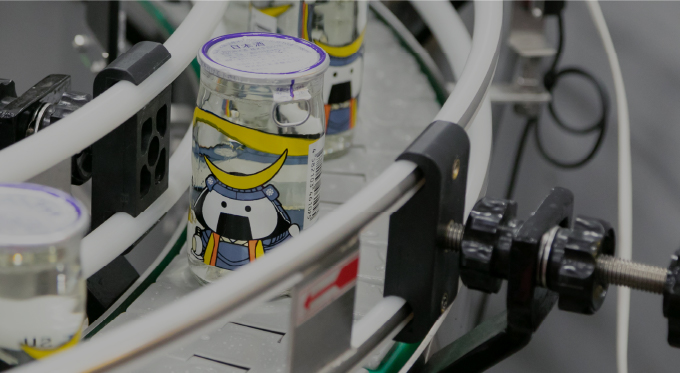
徹底した全商品マイナス5℃の品質管理
当蔵のほとんどのお酒は”1回火入れ”で、2回火入れの商品はございません。
特に生酒は品質が変化しやすい為、冬季限定で提供しています。
これも皆様のもとに少しでも美味しい状態でお酒を届ける為の取り組みの1つです。
また、出来上がったお酒は高価格帯のものからカップ酒まで全て、-5度の冷蔵庫で保管しています。
日本酒を-5度で保存することで、フレッシュな味わいを長く保つことができます。
特約店様にも徹底した冷蔵管理をお願いし、皆様がお酒を手にして飲むその瞬間まで、少しでも美味しい時間が持続するよう努力しています。火入れ…お酒の味わいや保存可能な期間を長くするための加熱殺菌処理のこと


-
フレッシュローテーションの実施
当蔵は年に1回、全国の特約店様や飲食店様を回る「フレッシュローテーション」という取り組みを行っています。
年間販売している商品は「夏はすっきり」、「冬はしっかり」と味わいを変えて出荷をしております。季節違いの商品が陳列されている場合は、回収・交換を行うことが目的です。
時には勉強の為、酒蔵見学をさせていただく事もあり、北は北海道から南は九州まで、約4,000㎞を約2週間に渡り車で回ります。
今では特約店様のご協力も有り、味わいが本意ではない商品を見かけることは少なくなりました。
このフレッシュローテーションは特約店様に直接お会いしてお客様やご飲食店様の声をお聞きし、それを蔵に持ち帰る大切な時間となっています。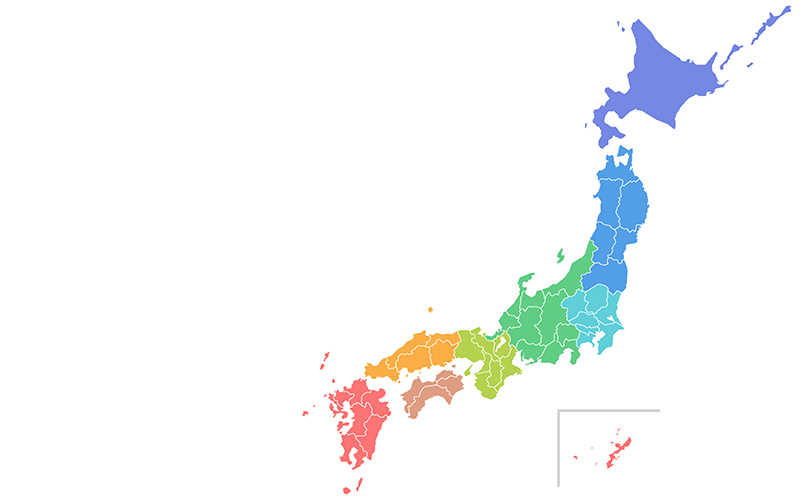
MOVIE
新澤醸造店の歴史
-
初代 新澤仲吉 新沢商店創業
-
店名を新沢商店から新澤酒造店に変更
-
店名を新澤酒造店から新澤醸造店に変更
-
摂政宮殿下(後の昭和天皇)の御前で「大崎耕土」について述べ、これを一世一代の光栄に思い、愛宕山に根を張る松に因み主銘柄を「愛宕の松」と改名
-
株式会社新澤醸造店として会社設立
初代(2代目)代表取締役社長 新澤順吉 就任 -
3代目代表取締役社長 新澤徳吉 就任
-
新澤順吉 藍綬褒章受章
-
新澤順吉 名誉町民第一号掲載
▶︎創業当時の建屋・ラベル

▶︎創業当時の建屋・ラベル
-
4代目 代表取締役社長 新澤尚夫 就任
-
新澤巖夫 東京農業大学農学部醸造学科卒業後帰郷し後継ぎとして始動
-
三本木地方の名馬池月の伝説より命名“究極の食中酒”「伯楽星」醸造開始
▶︎伯楽星誕生の様子


▶︎伯楽星誕生の様子
-
「伯楽星純米大吟醸」が日本航空ビジネスクラスに搭載
「伯楽星」「愛宕の松」海外輸出開始
宮城県内で初めて日本酒を使ったリキュール「佐藤農場の梅酒」新発売 -
関連会社「ライスコーポレーション株式会社」設立
-
世界最高精米歩合9%の「残響 超特撰純米大吟醸」発売
-
FIFAワールドカップ公認の日本酒に選ばれる
「残響」がアメリカ・グラミー賞のレセプションで振る舞われる -
「伯楽星 純米大吟醸 桜」が日本航空ファーストクラスに搭載(以降現在まで継続)
東日本大震災 蔵3棟、自宅すべてが全壊判定
大崎市から70㎞離れた川崎町に酒蔵を移転(本社機能は大崎市に残す)
震災復興を手伝ってくれたことへの御礼として「Unite311」を醸造
新澤巖夫 5代目社長就任▶︎宮城県柴田郡川崎町へ酒蔵を移転


▶︎宮城県柴田郡川崎町へ酒蔵を移転
-
FIFA ワールドカップブラジル大会 公式日本酒発売
-
ミラノ万博公式日本酒「伯楽星純米吟醸ミラノ万博 2015」発売
美術界とのコラボ商品「NIIZAWA」「NIIZAWA KIZASHI」発売
宮城県内での技術研鑽を目指した「DATE SEVEN」発足 -
日本航空国内線ファーストクラス10周年記念酒「伯楽星 10」搭載
-
新澤巖夫 蔵元杜氏に代わり、22歳の全国最年少女性杜氏 渡部七海 が就任
初めて外国人副杜氏が就任
関連会社「株式会社MCG」設立
世界初 最高精米歩合0%表記の「零響 -Absolute 0-」発売 -
ユースエール(ホワイト企業)認定取得
-
震災から10年の節目として「Unite311」を醸造
-
世界酒蔵ランキング第1位
IWC・Sake Brewer of the year最優秀蔵元
Oriental Sake Awards 2022 最優秀酒蔵賞
令和4年度東北農政局輸出に取り組む優良事業者表彰 東北農政局長賞受賞
関連会社「SSS株式会社」設立 -
世界酒蔵ランキング第1位(2連覇)
IWC・Sake Brewer of the year最優秀蔵元
Oriental Sake Awards 2023 最優秀酒蔵賞
令和5年度輸出に取り組む優良事業者表彰 輸出・国際局長賞受賞 -
世界酒蔵ランキング第1位(3連覇)
IWC・Sake Brewer of the year最優秀蔵元(3連覇)
Oriental Sake Awards 2024 最優秀酒蔵賞
関連会社「株式会社MCG」新蒸留所稼働(移転) -
世界酒蔵ランキング第1位(4連覇)
IWC・Sake Brewer of the year最優秀蔵元(4連覇)
Oriental Sake Awards 2025 最優秀酒蔵賞
「みやぎ働き方改革実践企業」ゴールド認証取得
厚生労働省「えるぼし認定」取得
Menu